
Procédé breveté en 1872 et démocratisé à la fin des années 40, l’injection plastique est aujourd’hui une technologie très commune pour la réalisation de pièces.
Elle permet en effet d’obtenir à moindre coût des pièces d’une grande variété technique et esthétique.
Il est toutefois important de souligner que le rendu final des pièces obtenues dépend beaucoup de la manière dont elles ont été conçues au regard des contraintes d’obtention. En effet, la conception de telles pièces nécessite une connaissance parfaite du moyen de réalisation, à savoir le moule d’injection plastique, de son fonctionnement et des critères spécifiques qui influent sur la qualité de la pièce.
Cela explique pourquoi la prise en compte de ces critères en amont de la conception est fondamentale. Dans cette perspective, il est souvent judicieux d’associer le mouliste (la société en charge de la réalisation du moule d’injection) au cycle de développement, et ce dès le démarrage de la réflexion, afin qu’il puisse donner son avis et ses orientations “méthodes” à la conception de la pièce.
Table des matières
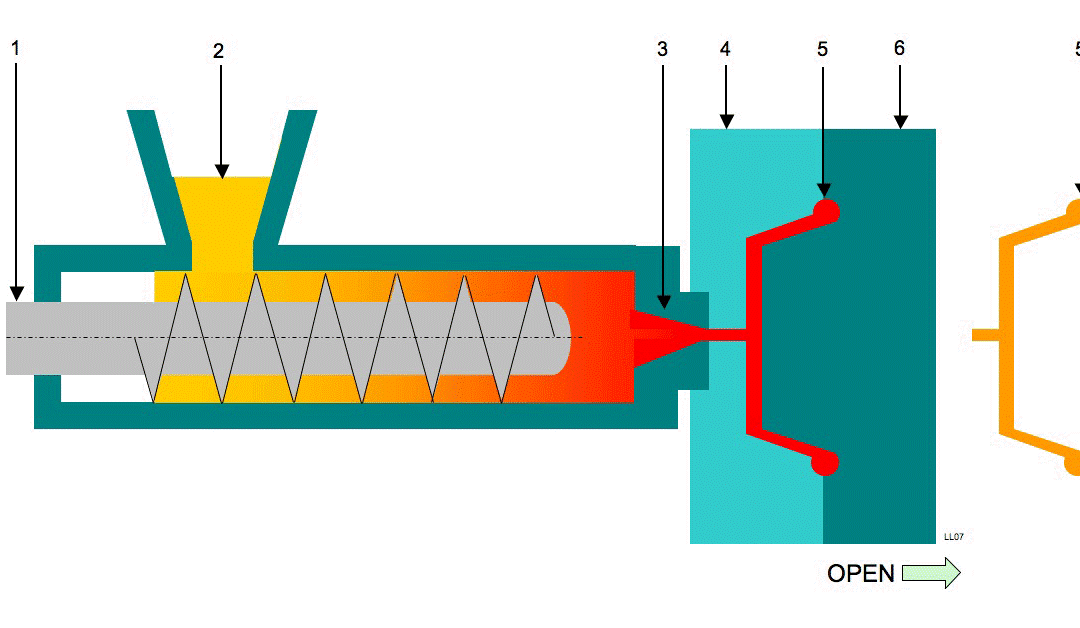
Les principes fondamentaux de l’injection plastique
3 règles essentielles sont à respecter :
- Concevoir une pièce à épaisseur constante pour limiter sa déformation et ses contraintes internes lors du refroidissement post-injection (la matière plastique doit être à une température qui lui permette de rester visqueuse pour l’injection) ;
- Définir un plan de joint pour déterminer le sens de démoulage de la pièce;
- Définir des dépouilles pour assurer une bonne éjection de la pièce en sortie de moule. La dépouille désigne l’angle que l’on donne à une surface de façon à ce qu’elle soit démoulable. À l’inverse, générer de la contre-dépouille consiste à concevoir une forme qui va à l’encontre du démoulage pour des raisons techniques, par exemple la réalisation de fonctions techniques spécifiques comme des clips.
Contraintes de moulage et fonctions
Les contraintes de moulage peuvent influencer 2 catégories de fonctions :
- Les fonctions techniques
Comme l’injection plastique est un moyen d’obtention qui, par définition, permet de concevoir des pièces fines (coques) et démoulables, toutes les pièces ne sont pas réalisables par ce biais.
Cela implique donc la présence de dépouilles pour permettre le démoulage et l’absence de contre-dépouilles empêchant le démoulage.
La réalisation de contre-dépouilles est parfois possible, mais elle nécessite d’apporter des fonctions supplémentaires au moule, ce qui augmente le coût de l’outillage. Dans ce contexte, la définition de certaines fonctions techniques doit être réalisée en corrélation avec le moyen d’obtention… et la validation du mouliste. Il est important de toujours anticiper la phase de mise au point du moule et de définir la géométrie de la pièce dans le sens de retouche de ce dernier. Il sera toujours préférable d’usiner le moule que de devoir ajouter de la matière pour “recharger” le moule. La mise au point d’un clip est l’exemple type de la mise au point. Il est préconisé de s’orienter sur un clip d’une raideur « plus faible », afin de le « raidir » à la mise au point.
Par ailleurs, ce mode d’obtention génère inévitablement des déformations plus ou moins importantes sur la pièce finale. Le niveau de précision géométrique n’est évidemment pas aussi important que dans le cas de l’usinage d’une pièce métallique par exemple…C’est pourquoi, là encore, il est important d’identifier les contraintes fonctionnelles potentiellement impactées en amont de la conception afin de mettre en place les modifications permettant de les limiter.
- Les fonctions esthétiques
Les principaux impacts des contraintes de moulage sont esthétiques :
- Traces de points d’injection,
- Retassures (les matières se contractent au refroidissement ; or les zones les plus épaisses ont tendance à se contracter plus que celles de faible épaisseur),
- Marques d’éjecteurs,
- Marques de traînées,
- Lignes de soudure,
- Bavures,
- Brûlures,
- Déformation,
- Ombrage texturé,
- Couleur non uniforme…
L’origine de ces défauts est variée. Ils peuvent résulter de la conception du moule d’injection et des conditions de moulage.
Le challenge est que beaucoup de pièces plastiques sont des pièces d’habillage, dont la fonction principale est justement la fonction esthétique.
C’est pourquoi pour travailler l’aspect cosmétique de ces pièces, il est extrêmement important d’intégrer ces contraintes en amont du projet, lors de la conception de la pièce. Il faut alors définir la matière, les épaisseurs, les dépouilles, le plan de joint…
Par exemple, le procédé d’injection permet de réaliser une texture que l’on appelle le « grainage ». Même si cette opération est réalisée dans le moule après validation géométrique de la pièce, elle nécessite un angle spécifique en fonction de la profondeur du grain. De ce fait, cet angle de dépouille sera à prendre en compte bien en amont de la conception.
Là encore, à ce stade, la collaboration avec le mouliste est très profitable car les informations et les conseils recueillis permettent souvent de gagner du temps et de l’argent.
Un double défi à relever par les ingénieurs du Bureau d’études
Au sein du Groupe AMETRA, le travail des ingénieurs en bureau d’études va donc devoir allier un raisonnement fonctionnel (les pièces doivent réaliser X et Y fonctions techniques) à une réflexion sur le rendu esthétique.
En aéronautique et dans l’automobile par exemple, les pièces plastiques sont souvent associées à de l’habillage. Elles sont vues par l’utilisateur final, ce qui fait que leur apparence entre forcément en jeu.
Une mauvaise conception pouvant générer de nombreux défauts esthétiques, il est important de faire jouer notre savoir-faire très en amont afin de nous assurer que tout se passe bien lors de la fabrication de la pièce plastique, qui va passer par des phénomènes physiques de changements d’état ayant in fine un impact très important sur son rendu.
Pour prendre en compte les contraintes de moulage dès la conception de la pièce, il existe plusieurs solutions. Soit on dispose d’un retour d’expérience important (un référent qui puisse apporter sa connaissance de la réalisation des moules aux concepteurs par exemple), soit on est en mesure d’associer la société qui réalisera le moule plus tard. Malheureusement, le mouliste n’est pas toujours connu et choisi dès le départ par le client pour lequel on conçoit la pièce.
De nos jours, et en injection plastique notamment, nous travaillons de plus en plus directement avec des modèles 3D. De même, si le mouliste intervient “tardivement” dans le cycle en V, la réalisation de prototypes par impression 3D (fabrication additive) au fur et à mesure de l’avancement permet d’abaisser le niveau de risques et d’éviter un certain nombre de mauvaises surprises à la fin de la modélisation.
Les challenges relevés par les experts Ametra
Les ingénieurs d’Ametra sont régulièrement amenés à travailler sur des projets exigeants nécessitant le recours à des techniques avancées de plasturgie.
Dans le secteur aéronautique par exemple, nous avons développé des volants d’avions ou encore des poignées destinées à équiper des hélicoptères. Dans ce contexte, il faut avoir recours à du thermoplastique très technique, particulièrement chargé en fibres de verre, ce qui permet d’obtenir une résistance quasi identique à de l’aluminium.
Cela fait naître de nouvelles problématiques : comment gérer cette matière de manière optimale ? Des échanges réguliers avec le mouliste sont alors nécessaires, afin d’identifier les zones sensibles où les flux de matières se rencontrent. L’objectif est alors d’assurer l’assimilation en tenue mécanique avec des efforts très importants pour simuler la manipulation des pièces (push pull avec 1 main, 2 mains, en sens horaire et anti-horaire…).
Du côté du produit, il est également essentiel de faire le lien entre la partie électronique (le hardware) et le packaging qui l’accompagne, en respectant les lignes de fuite pour éviter par exemple qu’un arc électrique ne se produise entre la main et la carte électronique. Dans ce contexte, la notion d’étanchéité (eau et poussière) joue un rôle crucial.
Nous intervenons également dans le secteur médical. Il faut alors prendre en compte tout ce qui relève de la biocompatibilité et de la désinfection. L’étanchéité doit pouvoir être suffisante pour nettoyer le produit (sondes échographiques, caméras dentaires…). Nos ingénieurs travaillent aussi sur la dimension de l’isolation électrique et thermique, afin d’éviter que la chaleur émise par les cartes électroniques ne vienne par exemple entrer en contact avec la main du praticien.
Ametra Group marque sa différence sur plusieurs points : les ingénieurs du bureau d’études maîtrisent les normes et exigences techniques , ce qui permet d’anticiper toutes les problématiques précédemment citées et d’accompagner chaque client sur toutes les dimensions liées au produit (mécanique, packaging, lien entre concept et industrialisation…).
L’ergonomie est aussi un point clé : grâce à la présence d’un designer ergonome, cet axe est travaillé en interne et assure une vraie force de proposition en matière de solutions ergonomiques qui intègrent au maximum les exigences techniques et normatives. Définition du découpage, gestion de l’accostage des pièces…
Découvrez dès maintenant le site officiel d’Ametra Group et n’hésitez pas à nous suivre sur LinkedIn , Twitter et YouTube pour ne rien manquer des actualités du groupe.